航空航天技術(shù)是高度綜合的現(xiàn)代科學技術(shù),也是國家最高工業(yè)水平的體現(xiàn)之一。航空航天器在運行過程中需克服重力,且在高溫、高速等復雜環(huán)境中服役,因此,該領(lǐng)域部件的輕質(zhì)化要求非常高。
鈦合金具有高比強度、低密度的優(yōu)點,可在室溫到中高溫環(huán)境服役,是航空航天零件應(yīng)用的重要材料。飛機/直升機的各類框、梁、機翼壁板、槳轂等,現(xiàn)役航空發(fā)動機的風扇/壓氣機轉(zhuǎn)定子、壓氣機機匣、中介機匣等,航天用容器、承力結(jié)構(gòu)、緊固件等采用鈦合金材料制造,可謂應(yīng)用廣泛。
與此同時,相比結(jié)構(gòu)鋼或鎳基高溫合金,鈦合金也存在硬度低、耐磨性差、高溫氧化抗力差等問題,表面應(yīng)力集中敏感導致的機械疲勞問題(簡稱疲勞)也較突出。
綜合來說,航空航天領(lǐng)域的鈦合金零件長壽命高可靠服役需要克服3大問題——磨損、腐蝕和疲勞。
鈦合金硬度低、耐磨性較差是工業(yè)界共識,然而,為輕量化和耐室溫腐蝕的需求,鈦合金零件較多地應(yīng)用于可能發(fā)生摩擦磨損的環(huán)境下,比較典型的應(yīng)用為鈦合金起落架活塞桿。工業(yè)界采用各種手段將硬質(zhì)涂層鍍覆在鈦合金表面,形成“硬殼軟芯”結(jié)構(gòu),同時滿足耐磨和受載的需求。
采用物理方法在較軟的鈦合金表面制備硬質(zhì)涂層,是國內(nèi)外工程界公認的耐磨方法。Hong等利用電火花沉積技術(shù)在鈦合金TC11表面鍍覆TiN涂層,通過厚度、TiN含量和空隙率等分析了工藝參數(shù)對涂微觀結(jié)構(gòu)和耐磨性的影響,獲得了優(yōu)化沉積工藝和涂層磨損失效機制。在TC4基體表面,曹鑫等采用物理氣相沉積的方法制備了TiN/Ti梯度涂層,分析了梯度涂層結(jié)構(gòu)在沙塵沖蝕損傷的影響,發(fā)現(xiàn)TiN∶Ti=1∶3時,實現(xiàn)強韌性匹配,耐沖蝕性能最佳。Richard等利用熱噴涂法在鈦合金表面制備ZrO2–Al2O3–TiO2納米陶瓷涂層,該涂層相比單一ZrO2涂層具有更佳的摩擦系數(shù)、耐磨性和耐蝕性。
在VT6鈦合金表面,Koshuro等采用等離子噴涂氧化鋁結(jié)合后續(xù)微弧氧化方法制備金屬氧化物涂層,硬度提高到1640 HV。Liu等利用爆炸噴涂方法在Ti–Al–Zr合金表面制備了HV1800(壓頭載荷5 g)WC–Co涂層,在25~400 ℃的較寬溫域提高了微動疲勞性能。Pawlak等利用反應(yīng)電弧沉積制備Ti–C–N底層后利用磁控濺射制備WC–C面層,使得TC4 鈦合金耐磨性提高94%。王俊等采用等離子噴涂在鈦合金表面制備氧化物涂層,接著采用激光熔覆方法提高了氧化物涂層硬度。部分涂層結(jié)構(gòu)如圖1所示。
預(yù)涂粉末混合干燥后進行激光熔覆的方法在鈦合金表面產(chǎn)生硬質(zhì)耐磨涂層,同樣是國內(nèi)外研究的熱點。
Mohazzab和Wu等采用激光表面處理方法在純鈦或鈦合金表面制備了TiC和Ti–Si硬質(zhì)層,硬度可達到1000 HV0.1以上,以提高硬度和耐磨性。
Wang等在TC4合金表面制備了耐磨性能更佳的精細片層結(jié)構(gòu)純鈦涂層,認為激光熔覆過程的細晶強化作用是提高耐磨性的主要原因。
高霽等分別在鈦合金表面制備CBN、Ti–O–N、Ti–Al–Nb、WC–Co、Ti–Si–C、Ti–B或多元素復合(如摻Ni)硬質(zhì)耐磨層,以引入更高的顯微硬度和摩擦磨損性能。
Ye等在粉末中分別加入碳納米管和h–BN(六方氮化硼),在涂層中形成了軟硬混合的相結(jié)構(gòu),起到了良好的耐磨減磨性能。
以上研究中,部分采用了脈沖能量較大的脈沖激光器(如Nb–YAG),有的采用了連續(xù)的光纖激光器。該類涂層的共同特點是具有熔覆區(qū)–結(jié)合區(qū)–熱影響區(qū)–基體等多層過渡結(jié)構(gòu)。
為分析涂層種類帶來的表面硬度梯度差別,將部分文獻報道的涂層特性列入表1。
表1 鈦合金表層激光熔覆涂層特性
沈志超等采用無氰鍍銅方法使鈦合金TC4表面摩擦系數(shù)由0.52降低到0.38。
田曉東等利用輝光離子滲在TC4鈦合金表面形成MoS2–Mo滲層,表層減磨,次表層硬化,形成硬度梯度結(jié)構(gòu)。
Zhao等在激光選區(qū)熔化制造的鈦合金零件表面進行氣體滲氮,使其納米硬度從5.2 GPa提高到13.3 GPa,并降低了摩擦系數(shù)。
此外,有些研究采用復合處理來提高鈦合金耐微動磨損性能。李瑞冬等認為噴丸+CuNiIn涂層可以改善微動磨損性能。劉道新等采用離子滲氮后噴丸的方法,更好地提高了TC4合金抗微動磨損和疲勞性能。
從以上文獻分析,耐磨涂層的發(fā)展存在以下幾個趨勢:
(1) 多元、多工藝復合處理,利用制備工藝特點,制造多元或多層復合結(jié)構(gòu),在保障涂層硬度的同時,增加韌性,實現(xiàn)強韌化匹配;
(2) 加強涂層力學性能設(shè)計,通過計算仿真手段,獲得外載下內(nèi)應(yīng)力低、結(jié)合力好且結(jié)構(gòu)可靠的耐磨涂層體系。
另外,工業(yè)界應(yīng)在保障涂層結(jié)構(gòu)分析的基礎(chǔ)上,加強涂層的模擬服役性能試驗,在實踐中獲得真知,加快研究結(jié)果應(yīng)用。
在室溫下,鈦合金表面可以形成致密的氧化膜,故具有良好的室溫耐腐蝕性能。部分航空航天器使用的鈦合金零件需要在中溫甚至高溫下使用,而該條件下形成的氧化膜是多孔的TiO2,無法有效抵御氧原子向內(nèi)擴散。
另一方面,鈦合金的燃點低于熔點。當航空發(fā)動機高速運動的鈦合金零件因某些原因(如變形、斷裂等)發(fā)生位移時,部件間相對運動(如轉(zhuǎn)定子)高速摩擦生熱可能點燃鈦合金而發(fā)生鈦火事故,嚴重危及航空航天器安全使用。
因此,國內(nèi)外積極開展了鈦合金抗氧化涂層和阻燃涂層的研制。通過兩類涂層改變鈦合金表面氧化和溫升機制是一種可靠的方法。Du等首先制備微弧氧化TiO2膜,接著采用磁控濺射方法在膜表面鍍覆純鋁,最終利用階梯式擴散熱處理提高了上述兩層的冶金結(jié)合;該方法制備的復合涂層(主要成分α–Al2O3)具有良好的阻氧擴散能力,在973~1073 K條件下顯著降低了鈦合金的氧化增重。Maliutina等采用激光熔覆方式在TiAl合金表面制備Ti48Al2Cr2Nb涂層,在700~900 ℃氧化過程中,其中Nb和Cr抑制了TiO2的生長,涂層表面形成以Al2O3為主的多層氧化膜。在工業(yè)純鈦表面,Shugurov等采用直流磁控濺射制備了Ti1–x–yAlxTayN涂層,該涂層提高了850 ℃氧化抗力,但無法提高950 ℃氧化性能,隨著Ta元素含量增加,950 ℃氧化性能逐漸變差。Yin的研究表明,LaB6的適度添加可以細化激光熔覆TiC+TiBx涂層,提高氧化性能。Yu等研究了不同MoO3含量的玻璃陶瓷涂層(硼鋁硅酸鹽微晶玻璃)在850~1050 ℃溫度范圍內(nèi)沉積在TA2工業(yè)純鈦上的抗氧化行為,認為富Mo層起到良好抗氧化效果。Zhang等采用電弧鍍或離子鍍方法在鈦合金表面制備含鋁涂層,單曉浩等采用激光熔覆制備Nb–Al–Ti涂層,利用Al2O3良好的阻氧擴散能力提高鈦合金氧化抗力。除了以上的涂層技術(shù)外,表面改性方法也應(yīng)用于鈦合金抗氧化。Kanjer等在純鈦表面采用WC珠、Al2O3珠和玻璃珠進行超聲噴丸,降低了700 ℃/100 h和3000 h的氧化增重,認為噴丸樣品形成的連續(xù)富氮層起到了阻氧擴散避免剝落分層的作用;He等利用激光噴丸在Ti2AlNb表面產(chǎn)生細晶層和高位錯密度,提高了720 ℃氧化性能。部分涂層結(jié)構(gòu)如圖2所示。圖2 鈦合金抗氧化涂層截面結(jié)構(gòu)
針對鈦火問題,Anderson等提出物理氣相沉積Pt/Cu/Ni復合涂層,王長亮等采用熱噴涂鋁涂層,利用涂層元素良好的導熱性避免鈦合金零件局部溫升。Freling和Kosing等提出采用ZrO2涂層用于阻燃,則利用了ZrO2較低的熱導率。Li等采用Ti–Cr和Ti–Cu等多元金屬涂層,通過涂層燃燒不敏感實現(xiàn)阻燃。
近年來,鈦合金阻燃涂層的一個研究熱點是多層結(jié)構(gòu)。彌光寶等提出熱噴涂方法制備YSZ+NiCrAl-B.e復合涂層,實現(xiàn)其臨界著火氧濃度提高至鈦合金基體的2.3倍,YSZ產(chǎn)生了良好的阻隔熱量傳輸?shù)淖饔谩M羧疖姷忍岢鑫⒒‰x子表面改性和熱噴涂工藝技術(shù)在TC11基體上制備復合阻燃涂層,分別利用Ti–Zr非晶和YSZ實現(xiàn)吸收能量和隔熱,部分涂層結(jié)構(gòu)如圖3所示。
從以上文獻看,抗氧化涂層的主要目的是阻氧擴散,而阻燃涂層在阻氧擴散的基礎(chǔ)上,還需要實現(xiàn)隔熱和能量吸收。那么,對于上述涂層的發(fā)展要求一般為:
(1) 具有良好結(jié)合力;
(2) 具有包覆性、連續(xù)且具有一定厚度的阻氧擴散層(如α–Al2O3、TiN等);
(3) 具備氧化層穩(wěn)定成分(如富Mo層),使得氧化層形成后能夠保持穩(wěn)定,減少和避免剝落或分層;
(4) 在工藝和成分控制上,盡可能減小孔洞,避免氧原子直接快速進入基體;
(5) 向多元、多層結(jié)構(gòu)發(fā)展,同時實現(xiàn)吸收能量和隔絕熱量等多重目的。
在滿足航空航天器輕量化需求的同時,鈦合金零件還需要滿足長壽命與高可靠性需求,這就要求鈦合金零件具有良好的疲勞抗力。
然而,鈦合金是種典型的難加工材料,加工過程刀具可能發(fā)生粘著磨損使得表面應(yīng)力復雜,加之其導熱性較差導致局部溫升,因此鈦合金零件加工后表面完整性控制困難。
工業(yè)界大量使用抗疲勞表面改性(或表面形變強化技術(shù))來提高鈦合金零件表面完整性狀態(tài),進而實現(xiàn)長壽命高可靠性要求。
在抗疲勞表面改性中,機械噴丸和激光沖擊強化(激光噴丸)結(jié)構(gòu)適應(yīng)性強,被業(yè)界廣泛研究。部分適應(yīng)特殊結(jié)構(gòu)的表面強化工藝技術(shù),如適應(yīng)孔結(jié)構(gòu)的冷擠壓強化和適應(yīng)焊接結(jié)構(gòu)的超聲噴丸強化,也開展了系列研究。機械噴丸對表面完整性的影響主要為表面形貌、表層組織性能與殘余應(yīng)力。Ma等利用離心式噴丸機研究了Ti1023鈦合金大尺寸彈丸噴丸后的梯度組織。Unal等對純鈦進行高能噴丸,分析了具有更高納米硬度的形變超細晶組織。Wen等對TiB+TiC增強鈦基復合材料的噴丸試驗結(jié)果表明,增強相和基體界面由于噴丸擠壓作用產(chǎn)生納米結(jié)構(gòu)和高位錯密度。Yao等對TB6合金表面完整性的研究認為銑削+拋光+噴丸+拋光工藝可獲得最佳表面形貌、殘余應(yīng)力和顯微硬度狀態(tài)(即表面完整性狀態(tài)),最大程度提高構(gòu)件疲勞性能。高玉魁等分析了噴丸對TC4和TC21合金組織結(jié)構(gòu)的影響,認為表層應(yīng)變硬化和宏觀殘余壓應(yīng)力是噴丸強化的重要原因。馮寶香和蘇雷等分別從試驗和數(shù)值模擬入手研究了噴丸對鈦合金殘余應(yīng)力的影響。部分文獻報道了噴丸強化層的金相,對比如圖4所示。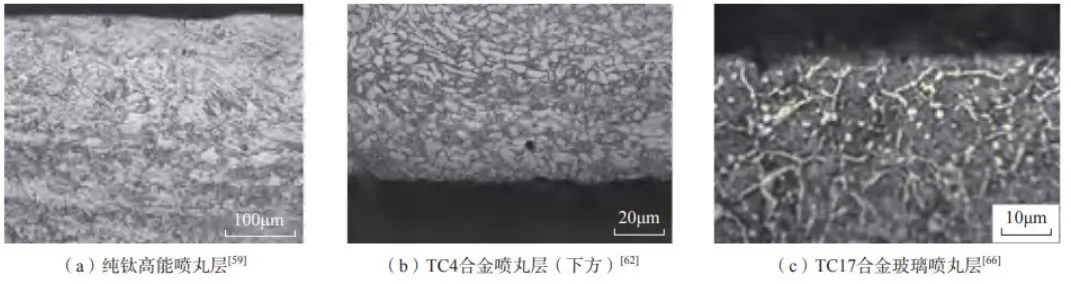
圖4 鈦及鈦合金噴丸強化截面組織
機械噴丸的主要作用是提高鈦合金構(gòu)件疲勞性能,在工藝應(yīng)用方面,國內(nèi)學者開展了大量研究。由于噴丸后表面粗糙度升高可能會影響葉片氣動效率,Shi等發(fā)現(xiàn)噴丸后進行光飾處理能夠降低表面粗糙度,更好地提高疲勞性能。戴全春等采用噴丸+電磁場復合處理技術(shù),使TC11鈦合金最大殘余壓應(yīng)力提高了7.7%,疲勞強度提高了33%。王強等研究了TC18合金孔結(jié)構(gòu)擠壓強化對表面完整性和疲勞性能的影響,認為對于該合金孔結(jié)構(gòu),噴丸較冷擠壓疲勞增益幅度更大,達到3倍以上。張彩珍等對鈦合金葉片殘余應(yīng)力與變形情況的研究表明,殘余壓應(yīng)力是產(chǎn)生整體形變的主要原因,而采用預(yù)變形和校正方法可以解決葉片整體變形問題。鄧瑛等認為應(yīng)根據(jù)壁厚區(qū)分鈦合金零件噴丸要求以實現(xiàn)工藝構(gòu)件匹配。杜東興等研究表明噴丸對吹砂–超音速火焰噴涂TC21合金零件的疲勞性能弱化具有彌補作用。
噴丸參數(shù)對TC4、Ti60、TC18等合金疲勞性能影響研究認為,在一定服役周期后噴丸可以進一步補充表面強化層,延長服役壽命。張少平等對比了彈丸對TC17合金疲勞性能的影響,認為玻璃丸噴丸疲勞增益幅度最大。
Che等對TC21鈦合金進行高能激光強化,強化后鈦合金表面硬度提高16%并且粗糙度Ra小于0.8 μm。Wang等對于TC6激光強化研究認為該工藝產(chǎn)生的強化層具有良好的熱穩(wěn)定性。殘余壓應(yīng)力場深度大是激光噴丸與機械噴丸的重要差別。Zhang等認為只有在較大的殘余壓應(yīng)力作用下,疲勞裂紋擴展才會受到抑制;Sun等從數(shù)值模擬角度分析了殘余壓應(yīng)力對裂紋擴展的阻礙作用;李啟鵬等建立了支持向量機理論的殘余應(yīng)力松弛模型;Shi等研究了3 mm薄壁鈦合金焊接結(jié)構(gòu)激光噴丸,發(fā)現(xiàn)激光噴丸改變了熱影響區(qū)的應(yīng)力狀態(tài),產(chǎn)生深層殘余壓應(yīng)力場,使疲勞強度提高了19%。為了對比噴丸與激光強化的表面完整性特征差別,將部分文獻報道的表面形貌和殘余應(yīng)力場特征分別列入表2和圖5。
表2 噴丸和激光強化鈦合金表面壓應(yīng)力、最大殘余壓應(yīng)力和壓應(yīng)力場深度對比

圖5 經(jīng)過表面強化的表面形貌
疲勞性能的增益作用是激光噴丸研究的根本目的。Luo等對比了激光/機械噴丸對TC4鈦合金4點彎曲疲勞性能的影響,并通過對比深入解析了疲勞性能增益的原因。Nie等建立了綜合考慮等效殘余壓應(yīng)力和FINDLEY模型,在兩倍誤差范圍內(nèi)成功預(yù)測了激光噴丸TC4鈦合金試樣的高周疲勞壽命。利用激光增材制造零件是當前工業(yè)界快速制造的重要方向,在應(yīng)用上,該技術(shù)產(chǎn)生大量內(nèi)部缺陷的問題也同樣引起工業(yè)界的關(guān)注。Aguado Montero對比研究了機械、激光噴丸和機械噴丸+表面化學處理對增材制造TC4疲勞性能的影響,發(fā)現(xiàn)3種情況下疲勞強度都遠高于未經(jīng)表面處理的參考組。賴夢琪等對比了鍛造和增材制造TC4合金激光強化后的表面完整性狀態(tài),認為激光強化提高了增材制造TC4合金致密度,但因內(nèi)部疏松的緣故使得殘余壓應(yīng)力數(shù)值小于鍛造態(tài)強化。Jiang等針對激光選區(qū)融化制造構(gòu)件的超高周疲勞研究發(fā)現(xiàn)激光噴丸后疲勞性能更低,原因是該型疲勞試驗疲勞斷口起源于大深度缺陷處。無保護(吸收)層激光噴丸(LSPwC)和改變環(huán)境溫度的激光噴丸(溫激光噴丸或深冷激光噴丸)等新方法研究豐富了激光噴丸技術(shù)樹。Petroni等對比了有無保護層激光強化鈦合金微觀結(jié)構(gòu)和性能,發(fā)現(xiàn)有保護層情況下表面粗糙度更低。Pan等對比了室溫和300 ℃激光噴丸后鈦合金組織,特別的是一些在室溫下一般不開動的孿晶(如{10–12})可在溫激光噴丸過程開動產(chǎn)生。Feng等對于鈦合金焊接結(jié)構(gòu)溫噴丸研究結(jié)果表明,疲勞極限提高了40%以上。周建忠等采用在極低溫度下進行激光噴丸,以產(chǎn)生數(shù)值更大的殘余壓應(yīng)力。
為了建立良好的連接,銷釘孔結(jié)構(gòu)是航空器鈦合金零件的重要連接方式,同時,也引入結(jié)構(gòu)弱點(應(yīng)力集中),導致該位置的疲勞性能薄弱,亟待加強。對于銷釘孔結(jié)構(gòu),艾瑩珺等針對TC17、TC4–DT、TB6鈦合金研究了適宜的冷擠壓系列方法,主要優(yōu)化的工藝參數(shù)包括擠壓方式、過盈量、導端角等對孔壁粗糙度、殘余應(yīng)力分布、疲勞性能的影響。除冷擠壓強化外,超聲噴丸也是近年來鈦合金表面強化研究的熱點之一。Zhu等 認為超聲噴丸使純鈦表面發(fā)生劇烈形變,可形成納米+非晶的復合表層。Kumar和 Mordyuk等也認為超聲噴丸后將導致表面納米化。劉德波等的研究表明,降低氣孔疏松等缺陷,引入強化層是超聲沖擊處理焊縫的主要強化作用。蔡晉等通過建立有限元模型,分析了超聲強化腔體與零件待強化區(qū)域的關(guān)系,并對比了TC4合金噴丸和超聲噴丸殘余應(yīng)力差別。王謐等開展了超聲噴丸多彈丸仿真。以上研究如能配合實際試驗驗證將更能夠推進工藝應(yīng)用。
根據(jù)以上問題,認為鈦合金抗疲勞表面改性技術(shù)主要有以下3個發(fā)展需求: (1) 加強零件結(jié)構(gòu)適應(yīng)性。對于薄壁以及對于表面粗糙度等有特殊要求的零件,需提供專用表面強化手段或工藝參數(shù),在控制變形和表面完整性狀態(tài)的前提下實現(xiàn)抗疲勞強化。(2) 表面改性層高能化、深層化和均勻化。目前高能深層是表面形變強化領(lǐng)域的普遍共識,而均勻化是工業(yè)界保障疲勞性能提高的關(guān)鍵,這方面容易被學術(shù)領(lǐng)域忽略。(3) 提高成本可控性。這主要來自于表面工程技術(shù)的應(yīng)用需求。在工業(yè)上,在實施表面改性技術(shù)后,如何有效表征鈦合金構(gòu)件的疲勞性能,探索建立表面完整性–試樣疲勞性能–構(gòu)件疲勞性能的內(nèi)在聯(lián)系,將是一個研究難點。
從目前發(fā)達國家航空航天零件使用材料的發(fā)展趨勢看,比強度高、密度小的鈦合金材料在很長的一段時間內(nèi)仍將是航空航天使用的主要金屬材料。解決該合金磨損、氧化和疲勞問題是保障鈦合金零件在航空航天器可靠服役的關(guān)鍵。
以耐磨涂層、抗氧化涂層和表面改性技術(shù)為代表的表面工程技術(shù)以其低成本、高效和不增重(或少增重)的特點,成為了解決3大問題的鑰匙。
隨著我國國力逐步增強,航空航天技術(shù)將進一步快速發(fā)展,鈦合金表面工程技術(shù)發(fā)展機遇巨大,同樣也面臨著基礎(chǔ)研究和工藝應(yīng)用帶來的巨大挑戰(zhàn),有待廣大表面工程科技工作者深入研究解決。
(作者:王欣,羅學昆,宇波 ,湯智慧 來源:應(yīng)力與變形控制)
無相關(guān)信息
研究進展")
 掃描查看手機網(wǎng)站
掃描查看手機網(wǎng)站 掃描關(guān)注我們
掃描關(guān)注我們
網(wǎng)經(jīng)營企業(yè)電子標識編號:402881c85d33654a015d3618391c11111")

站訪問在線統(tǒng)計") 陜ICP備16020037號
陜ICP備16020037號